Precast Concrete: Installation
Levelling Pads and Shims
Levelling pads and shims must:
- Be non-metallic.
- Be approved for use by the structural engineer.
- Be located so as not to obstruct the grout tubes while providing adequate support to the element before grouting.
- Be no closer than 200mm from each end or as otherwise approved by the structural engineer.
- Be permanently marked to be traceable and include the Working Load Limit (WLL).
- Be colour-coded by thickness for easy selection.
- Not rot or shrink.
- Be termite proof.
- Have very high compressive strength.
- Have anti-slip ribbing.
- Be certified to Australian Safety Standards
- Include a minimum gap at the base of the element of 20mm; the total height of the shims must not exceed 40mm.
Minimum width must be 100mm and the minimum length must be 150mm. Where the precast element is less than this, the shim must be equal to the precast element width less allowance for sealant application.

Click on the image to view an enlarged version

Welded Connections
- Where the concrete elements are to be attached or joined by welding, both welder qualifications and welding procedures must be approved by the structural engineer.
- Preference should be given to subcontractors who are prequalified to AS/NZS ISO 3834.1:2008 (R2018): Quality requirements for fusion welding of metallic materials, suite of Standards.
- All welding activities are to be supervised by a Qualified Welding Supervisor.
- Welded connections must comply with (as applicable):
- AS/NZS 1554.1:2014: Structural steel welding - welding of steel structures.
- AS/NZS 1554.3:2014: Structural steel welding - welding of reinforcing steel.
- AS/NZS 1554.5:2011: Structural steel welding - welding of steel structures subject to high levels of fatigue loading.
- Where required, completed welds must be treated to prevent corrosion.

- For methods of corrosion protection:
- Refer to AS 2312.1:2014: Guide to the protection of structural steel against atmospheric corrosion by the use of protective coatings - paint coatings,
- AS/NZS 2312.2:2014: Guide to the protection of structural steel against atmospheric corrosion by the use of protective coatings-hot dip galvanizing.
- Repairs to galvanized steel are to be as specified in (as applicable):
- AS/NZS 4680:2006 (R2017): Hot-dip galvanized (zinc) coatings on fabricated ferrous articles, Section 8.
- AS/NZS 4791:2006 (R2017): Hot-dip galvanized (zinc) coatings on ferrous open sections, applied by an in-line process, Appendix D.
- AS/NZS 4792:2006 (R2017): Hot-dip galvanized (zinc) coatings on ferrous hollow sections, applied by a continuous or a specialized process, Appendix D.
- ISO 2063, Zinc Metal Spray.
- Zinc alloy solder stick.
- Completed welds are to be inspected by a qualified welding inspector who must provide a written report to Multiplex (refer to AS1554, Part 1, Section 7 for the minimum qualifications of welding inspectors).
Inspections
First Installation
- The first concrete element to be installed on the project is to be witnessed by the structural engineer and Multiplex.
- The inspection is to verify that the correct installation, connection and grouting processes are followed by the installing subcontractor.
- Grout sampling must be verified.
Grouting
General
To avoid issues, several control measures must be undertaken to mitigate incidents which could seriously impact the project.
- Refer to link to the “Precast Grouting Work Instruction”.
- Precast Installer to have adequate QC monitoring of panel dry packing and grouting in addition to the precast installation checklist.
- Grouting must be carried out in accordance with the manufacturer’s specifications.
- The grouting process and products used must be approved by the structural engineer.
- Dry packing and grouting activities should be completed by the same ‘crew’ where possible, to ensure continuity of the process.
- Grouting of precast elements must be completed sequentially with floor slab construction.
- Floor construction must not be more than one floor above the last grouted element level.
- Hi-vis spray paint to be sprayed above the grout tubes once the grouting has been completed and confirmed as being ‘full’ (note this will not be appropriate if the panels are to remain exposed i.e. carpark areas).
- Multiplex Supervisor to sign off witness point on the installer’s checklist.
Grouting Materials
- The grout proposed to be used must be approved by the structural engineer.
- As a minimum the grout strength must be equal to or greater than the specified concrete strength of the precast element.
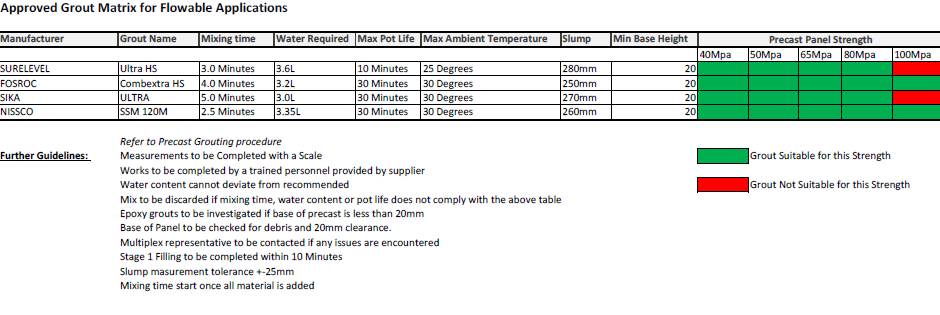
Grouting Procedure
- The structural engineer must approve the grouting procedure, also witness and sign off (Hold Point) on the first installation.
- Liquid grout and dry pack grout must meet the design strength requirements from the engineer.
Grout Inspections
- Each panel must be visually inspected to ensure full grouting has been completed.
- The grout tubes must be inspected to confirm level of grout
- The base of the precast element to be inspected to ensure no excessive bleed of grout.
- At random intervals, as advised by the structural engineer, the grout base is to be drilled to test the grout bed is full with no air pockets.
- A record of inspection is to be maintained by the erecting subcontractor and verified by Multiplex.
Grout Testing
- The grout strength must be tested to ensure it meets the design specification strength.
- Grout is to be tested to AS 1012.9:2014: Methods of testing concrete - Compressive strength tests - concrete, mortar and grout specimens.
- In addition flow testing may be required for high viscosity grouts.
- This is tested in accordance with AS1478.2, Appendix “D”, done by a Flow Trough.
Test Frequency
Compression Tests
- Frequency of the compressive strength testing must be completed in line with the structural engineer’s specification.
- In general, 3 x 75 mm cubes are to be taken from the first batch each day. Then 3 x cubes for every 100 kg of material thereafter.
- 2 x cubes are crushed at 7 days, the other at 28 days.
Flow Trough Tests
- It is required that every four batches be tested using a flow through. The tests will determine if the grout is suitable for use.
- The flow test must be done with the first batch each day.
- Additional tests are required for the first batch following any break in excess of 30 minutes (smoko or lunch) or every 5 bags of material whichever is more onerous.
- All test results must be recorded on the QA Checklist.
Test Cubes and Moulds
- Grout samples must be undertaken in accordance with AS 1012.8.3:2015 methods of testing concrete - methods for making and curing concrete - mortar and grout specimens.
- Grout test cubes are to be stored in accordance with the approved methodology (i.e. wet towel and esky).
- Cube moulds must have a nominal side dimension of between 50mm and 75mm and must be made of ridged material so that they hold their shape and dimension under normal conditions of use.
- When assembled and sealed the moulds must be watertight and firmly secured to the base.
- Moulds are to have cover plates and clamps if the grout is expansive.
Grout Records
- Once installed, each precast concrete element must be fully grouted in accordance with the structural specification.
- Verification records must be maintained as records of compliance that grouting has been completed on each element.
- For each precast element the subcontractor must record the details on the “Precast Grout Record” form.
- Grout strength tests should also be undertaken to ensure compliance to the specified strengths noted on drawings by the structural engineer.
- If the grout fails to reach the specified strength the structural engineer must be consulted via Aconex for approval / to determine rectification if required.
Patching of Lifting Anchors, Stitch Plates and Connections
- All lifting anchor voids and stitch / connection plate recesses must be filled with an approved grout.
- The surface to be grouted must be clean, sound and free from any loose material, oil, grease or standing water or other surface contaminates.
- Cast in elements must be free from oil, grease, rust or scale.
- Grout must be prepared as per manufacturer's instructions and applied to the concrete element.

